
検査設備


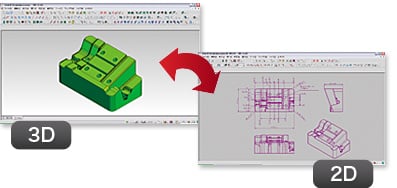
ACIS、IGES、Parasolidはもちろん、CATIA V5、Unigraphics/NX、Pro/ENGINEERなどの3次元データ、そして2次元データ(DXF、DWG)のいずれにも対応しております。3次元データを、2次元データに変換する工程は、設備投資の面からも、オペレータの人材という面からもお客様にとって大きな負担になっていることと思います。そこで当社では、このデータ処理の工程からサポートさせていただいております。またモデリング製作もサポートさせていただくことで、トータルのコストダウンを実現します。CAD・CAMともに、常に最新のソフトに対応しております。


精度、品質の高さにこだわっている当社だからこそ、常に最新の機器類を取り揃えて、お客様のニーズに柔軟に対応させていただきます。
※MPE_E、MPE_Pは、JIS B 7440-2:2003(ISO10360-2:2001)に基づく三次元座標測定機の評価方法です。
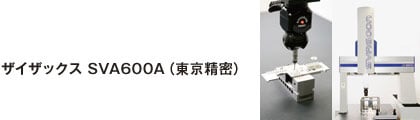
ザイザックス SVA600A(東京精密)
測定範囲
| X軸:650mm / Y軸:500mm / Z軸:450mm
| |
測定精度
| 最大許容指示誤差
MPE_E=Lは任意の2点 間の距離(mm) | 1.9+4L/1000цm(温度条件A)
2.4+4L/1000цm(温度条件B) |
最大許容
プロービング誤差 MPE_P=TP200使用時 | 2.2цm(温度条件A)
2.7цm(温度条件B) | |
温度条件A
| 温度条件B
| |
環境温度 (℃)
| 18~22
| 16~26
|
温度変化(℃/hour)
| 1.0
| 2.0
|
温度変化(℃/day)
| 2.0
| 5.0
|
温度勾配(℃/m)
| 1.0
| 1.0
|
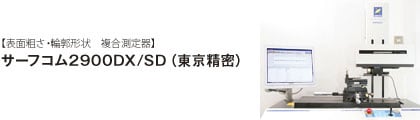
表面粗さ評価
| Z軸
| X軸
| |
測定範囲
| (縦方向)1000цm
| (横方向)100mm
| |
精度
| 指示制度
| ー
| ー
|
測定分解能
| 0.02цm~0.0001цm
| ー
| |
表面粗さ評価
| Z軸
| X軸
| |
測定範囲
| (縦方向)50mm
| (横方向)100mm
| |
精度
| 指示制度
| ±0.8+|2H|/100цm
| ±1+2L/100цm
|
測定分解能
| 0.025цm
| 0.04цm
| |